430520
よりみちニッチーズ
アメハレの日々のこと
HOME
ワックス削ってみました
2013年4月13日(土)
分類:
CNC
デジタル造形
ツール・材料
■注文してたワックスが届きました〜。
彫金方面でよく使われているハードワックスで、フェリスのグリーンです。他にブルーとパープルがありますが、一番固いやつを選びました。
量は450gで、お値段1800円前後也。
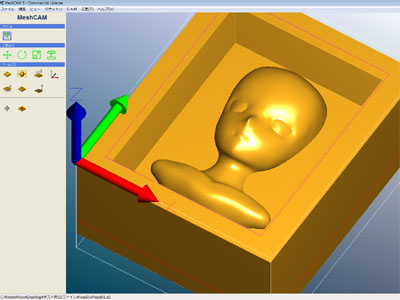
■試しに以前作ったデータを出力してみます。
切削可能な形にデータを整理して、MeshCAMに送り。
■切削の段取りは、3mm(R1.5)ボールエンドミルで荒削り>1mm(R0.5)ボールエンドミルで荒削り>1mmボールエンドミルで仕上げ加工、、、としました。3mmからいきなり1mmで仕上げに入るとエンドミルが折れそうで怖いので、あいだに一工程入れてます。
このあたりの工程は、
かに録様のCNC関連の記事
を参考にさせていただきました。先人の足跡ありがたや〜〜m(_ _)m
■途中2度ほど失敗しましたが(Z軸の原点ゼロ設定を忘れたり、機械につまづいて緊急停止させたり…/汗)、どうにか切削終了。失敗分を除いて、約4時間ぐらいかかりました。
顔部分の大きさは縦2.5cmほどです。1/8スケールフィギュアのサイズですね。
仕上げのピッチを0.05mmにしただけあって、表面はツルツル。綺麗〜。
■出力してみて気がついたことは、
・エンドミルの有効長が短いと、キワまで掘れない。長いのが必要。
・1mmボールエンドミルでは、口のあたりの彫り込みが厳しい。
・全体的に、3D画像の印象より凹凸が浅めに出力される。データ作成では少しオーバーなくらいにメリハリつけると良さそう。
あと、ワックスは粉塵が飛ばないのがいいですね!
ワックスの切粉は溶かして再利用しますんで、専用のクリーナーを用意して集めておきます。
やまもと
二回目の荒削り(中仕上げ)は、コード弄るのも面倒なので、ピッチ荒くした等高線仕上げで代用することが多いです。
R0.5仕上げなら、R0.75を中仕上げ用に持ってるといいかもです。直径で0.5mmの差ですが、安心感が段違いなので。
13/04/14 09:30:55
トーン★
等高線を荒削りに使うというのは思いつきませんでした! なるほどなぁ〜。
エンドミルはもう何本か揃える必要がありますね。お金が飛んでく…(笑)
13/04/14 21:17:47
NAME:
←03月
2013年04月
05月→
月
火
水
木
金
土
日
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
1
2
3
4
5
LOGを選択
最新の日記
画像一覧
2018年02月
2017年07月
2017年02月
2016年11月
2016年07月
2016年06月
2016年02月
2015年12月
2015年08月
2015年07月
2015年06月
2015年05月
2015年04月
2015年03月
2014年11月
2014年10月
2014年09月
2014年07月
2014年05月
2014年01月
2013年12月
2013年11月
2013年10月
2013年07月
2013年04月
2013年03月
2013年02月
2013年01月
2012年07月
2012年06月
2012年05月
2012年04月
2012年03月
2012年02月
2012年01月
2011年12月
2011年04月
2011年03月
2011年02月
2011年01月
タイトル一覧表示
2018年02月
2017年07月
2017年02月
2016年11月
2016年07月
2016年06月
2016年02月
2015年12月
2015年08月
2015年07月
2015年06月
2015年05月
2015年04月
2015年03月
2014年11月
2014年10月
2014年09月
2014年07月
2014年05月
2014年01月
2013年12月
2013年11月
2013年10月
2013年07月
2013年04月
2013年03月
2013年02月
2013年01月
2012年07月
2012年06月
2012年05月
2012年04月
2012年03月
2012年02月
2012年01月
2011年12月
2011年04月
2011年03月
2011年02月
2011年01月
スペースで
AND
検索
profile
冬音(トーン)
北陸に生存。仕事はフィギュアの原型作り。
ガレキディーラー「雨の日晴の日」やってます。
http://amehare.com/
メールはこちらへどうぞ〜(★を@に変えてください)
tone★amehare.com
分類
・
日常(18)
・
お仕事(2)
・
造形(2)
├
ツール・材料(25)
├
小技(2)
└
造形のその他(7)
・
遠心注型機(2)
・
3Dプリンタ(2)
・
CNC(12)
・
デジタル造形(47)
├
ZBrush(15)
├
MODO(11)
├
メタセコイア(5)
└
3D-coat(1)
・
作品別(16)
├
俺妹(1)
├
ミク スイムウェアVer.(4)
├
ア(6)
├
陸奥(4)
├
プリズマイリヤ(1)
├
レーシングミク2012(1)
├
アニさん(4)
├
グラブル春麗(6)
└
那須与一(2)
・
イベント(27)
・
小説・映画(5)
・
漫画・アニメ(4)
・
その他(4)
最新レス
・
原型分割後の位置合わせ
└
(池上 聡志)
04/23 09:08
・
原型分割後の位置合わせ
└
(藤原 美和)
04/23 02:31
・
参考にさせてもらっているサイト
└
(BagssjpCheri)
03/05 02:01
・
盛り上がる名曲たち
└
(オメガ 南草津)
02/29 07:14
・
ハードワックス到着
└
(copy2021Wek)
02/26 11:49
・
グラブル春麗 ブーツのヒモを作る
└
(BagssjpCheri)
02/25 13:24
・
【3D-coat】導入
└
(BagssjpCheri)
02/24 10:57
・
どうにか間に合った
└
(N級品)
09/25 16:12
過去記事
2018年02月
2017年07月
2017年02月
2016年11月
2016年07月
2016年06月
2016年02月
2015年12月
2015年08月
2015年07月
2015年06月
2015年05月
2015年04月
2015年03月
2014年11月
2014年10月
2014年09月
2014年07月
2014年05月
2014年01月
2013年12月
2013年11月
2013年10月
2013年07月
2013年04月
2013年03月
2013年02月
2013年01月
2012年07月
2012年06月
2012年05月
2012年04月
2012年03月
2012年02月
2012年01月
2011年12月
2011年04月
2011年03月
2011年02月
2011年01月
[RSS]
nik6.34